

Як вырабляюцца гумовыя гнуткія злучэнні і праз якія працэсы яны праходзяць?
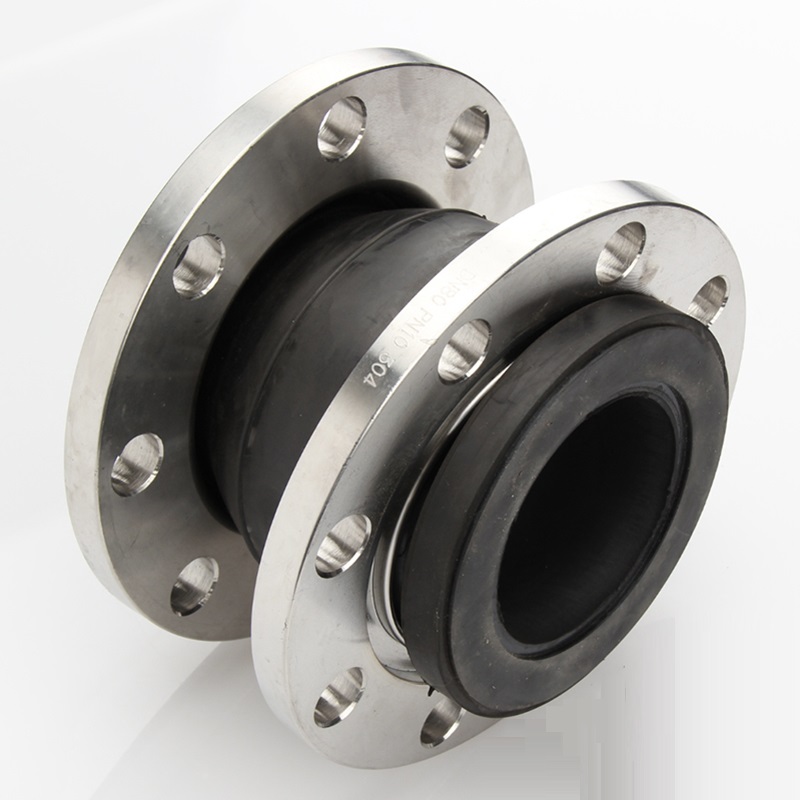
Зрабіць гумовыя гнуткія злучэнні - справа няпростая. Для гэтага неабходна прайсці некалькі працэдур апрацоўкі. Гумовыя гнуткія злучэнні - гэта прылады з гумы і іншых матэрыялаў, якія могуць эфектыўна зніжаць удары і шум. Яны валодаюць моцнай здольнасцю паглынання ўдараў і значным эфектам шумапрыглушэння. Гумовыя гнуткія злучэння могуць выкарыстоўвацца ўсюды, дзе патрабуецца паглынанне ўдараў. Такім чынам, якія працэдуры апрацоўкі ўдзельнічаюць у вытворчасці і фарміраванні гумовых гнуткіх злучэнняў? А цяпер давайце разам пазнаёмімся.
1. Гумавая сумесь
Падрыхтоўка гнуткай гумовай сумесі для швоў такая ж, як і звычайнай гумовай сумесі. Па-першае, сырую гуму неабходна цалкам пластыфікаваць, каб яна мела адпаведную пластычнасць і аднастайнасць. З павелічэннем часу пластыфікацыі каэфіцыент страт гумы памяншаецца і памяншаецца яго залежнасць ад амплітуды. Галоўнае падчас змешвання - пераканацца, што складнікі раўнамерна дыспергаваныя. Калі гумовая сумесь не змешана раўнамерна, гэта прывядзе да ваганняў у калянасці амартызатара. З-за нераўнамернай цвёрдасці ўнутры гумы будзе адбывацца канцэнтрацыя напружання, што скарачае тэрмін службы амартызатара.
2. Апрацоўка паверхні і склейванне металічных дэталей
Пераважная большасць гумовых гнуткіх злучэнняў змяшчае металічныя дэталі. Перш чым металічныя дэталі злучыць з гумовымі, іх паверхні неабходна апрацаваць; у адваротным выпадку гэта паўплывае на іх трываласць склейвання. Існуе мноства метадаў апрацоўкі паверхні металічных дэталяў. Звычайна выкарыстоўваецца пескоструйная апрацоўка з наступнай ачысткай растваральнікамі, сушкай і наступным нанясеннем клею. Звычайна выкарыстоўваным клеем ў цяперашні час з'яўляецца хемлок, які валодае вельмі надзейнай трываласцю склейвання.
3. Сульфатацыя
Агульныя метады вулканізацыі для гумовых гнуткіх злучэнняў ўключаюць вулканізацыю пад ціскам, вулканізацыю перадачай формы і вулканізацыю ін'екцыяй. Агульны працэс вулканізацыі сціску і абсталяванне адносна простыя. Цяпло перадаецца ад верхняй і ніжняй паверхняў ціску да металічнай формы і гумы. Гэты спосаб асабліва падыходзіць для вялікіх таўстасценных вырабаў.
Метад вулканізацыі праз прэс-форму выкарыстоўвае ціск прэса для ўпырску гумы ў металічную паражніну формы, якая мае высокую эфектыўнасць фармавання. Гумовыя адтуліны для ўпырску ў пачатку і ў канцы ўводзяць у паражніну формы. За кошт дзеяння сілы трэння тэмпература гумы павышаецца. Больш за тое, перад ліццём пад ціскам гуму папярэдне награваюць ад пачатку да канца. Такім чынам, метад перадачы формы можа быць выкарыстаны для скарачэння часу вулканізацыі.
Складаныя гумовыя амартызуючыя гатовыя вырабы можна вулканізаваць метадам ліцця пад ціскам. Паколькі частка для ліцця пад ціскам і частка для нагрэву і павышэння ціску машыны для ліцця пад ціскам з'яўляюцца неад'емнай часткай, гума змяшчаецца ў плунжэр у выглядзе паласы або ліста, і пасля поўнага папярэдняга нагрэву яна ўводзіцца ў паражніну металічнай формы пад высокім ціскам.
Пачынаючы з сыравіны, ажыццяўляецца строгі кантроль якасці. Кожная партыя сыравіны правяраецца і кваліфікуецца лабарантамі перад паступленнем на завод. Некаторыя спецыялісты па дазаванні гумы змешваюць матэрыялы ў патрэбнай прапорцыі. Пасля завяршэння дазавання яго адпраўляюць у цэх змешвання гумы і прэсуюць у лісты сінтэтычнага каўчуку гумамяшалкай. Пасля праходжання праверкі лісты сінтэтычнай гумы адпраўляюцца ў цэх рэзкі шлангаў амартызатара, дзе персанал разразае іх у адпаведнасці з рознымі мадэлямі і памерамі. Пасля завяршэння нарыхтоўкі праводзіцца працэс фармоўкі. Пасля таго як кожная форма шланга амартызатара будзе праверана і прызнана кваліфікаванай, яна адпраўляецца ў цэх вулканізацыі, дзе персанал размяшчае форму. Пакладзеце форму ў вулканізацыйную машыну. Машына для вулканізацыі добра прыцісне форму. У гэты час вулканизационной машыну выстаўляюць на пастаянную тэмпературу 180 градусаў, і вулканізацыя праводзіцца на працягу 40 хвілін. Праз 40 хвілін дастаньце вулканізаваны амартызатар з формы і праверце цэласнасць вулканізацыі амартызатара. Абрэжце краю вулканізаваных амартызатараў і пасля абрэзкі змесціце іх у паўфабрыкат канатнай дарогі. Паўфабрыкаты шлангаў амартызатара ўнутры канатнай дарогі адпраўляюцца ў цэх зборкі фланцаў, дзе персанал збірае фланцы шланга амартызатара і паўфабрыкат шлангаў амартызатара ў гатовую прадукцыю. Супрацоўнікі аддзела кантролю якасці выпадковым чынам выпрабоўваюць і правяраюць ціск гатовых амартызатараў. Амартызатары, якія прайшлі выпрабаванне ціскам, запакаваныя. Упакаваныя гатовыя амартызатары размяшчаюцца на складзе ў чаканні пагрузкі на аўтамабілі для адпраўкі.
Заўвага: падчас вулканізацыі неабходна строга кантраляваць час і тэмпературу вулканізацыі. Наогул кажучы, ступень сшывання гумы павялічваецца з даданнем святла, у той час як модуль гумы і каэфіцыент расходу гумы памяншаюцца. Таму вулканізацыя гумовых гнуткіх злучэнняў павінна быць дбайнай. Як недастатковая вулканізацыя, так і празмерная вулканізацыя прывядуць да зніжэння прадукцыйнасці гатовага прадукту.
Звязаныя навіны
- Як працуе каналізацыйная труба?
- Як U-PVC трубы паляпшаюць сучасныя трубаправодныя сістэмы?
- Навошта выбіраць паміж трубамі UPVC і трубамі HDPE?
- Чаму трубы з каванага чыгуну па-ранейшаму з'яўляюцца бяспечным выбарам для водаправодных сетак з доўгім тэрмінам службы?
- Якія машыны і інструменты для мантажу трубаправодаў дапамагаюць мне рэалізаваць больш хуткія, бяспечныя і больш прыбытковыя праекты?
- Ключавыя моманты кантролю якасці труб з каванага чыгуну
Пакіньце мне паведамленне


")








